

Dzisiejsze wiertła PDC, projektowane w oparciu o matrycę, niewiele przypominają te sprzed kilku lat. Wytrzymałość na rozciąganie i udarność wzrosły o co najmniej 33%, a wytrzymałość lutów twardych wzrosła o około 80%. Jednocześnie udoskonalono geometrię i technologię konstrukcji wsporczych, co zaowocowało powstaniem wytrzymałych i wydajnych produktów o matrycach.
Materiał noży
Frezy PDC wykonane są z podłoża węglikowego i diamentowego ziarna. Wysoka temperatura, wynosząca około 2800 stopni Celsjusza, i wysokie ciśnienie, wynoszące około 1 000 000 psi, tworzą zwartą masę. Stop kobaltu działa również jako katalizator w procesie spiekania. Kobalt pomaga w połączeniu węglika spiekanego z diamentem.
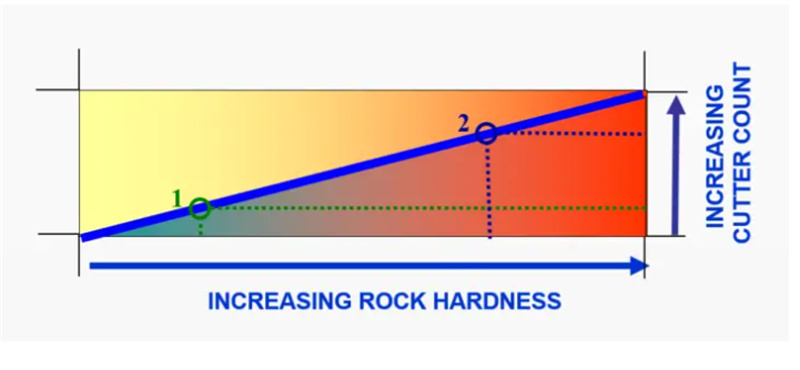
Liczba noży
Zazwyczaj używamy mniejszej liczby frezów w miękkich frezach PDC, ponieważ każdy frez usuwa większą głębokość skrawania. W przypadku twardszych formacji konieczne jest użycie większej liczby frezów, aby skompensować mniejszą głębokość skrawania.
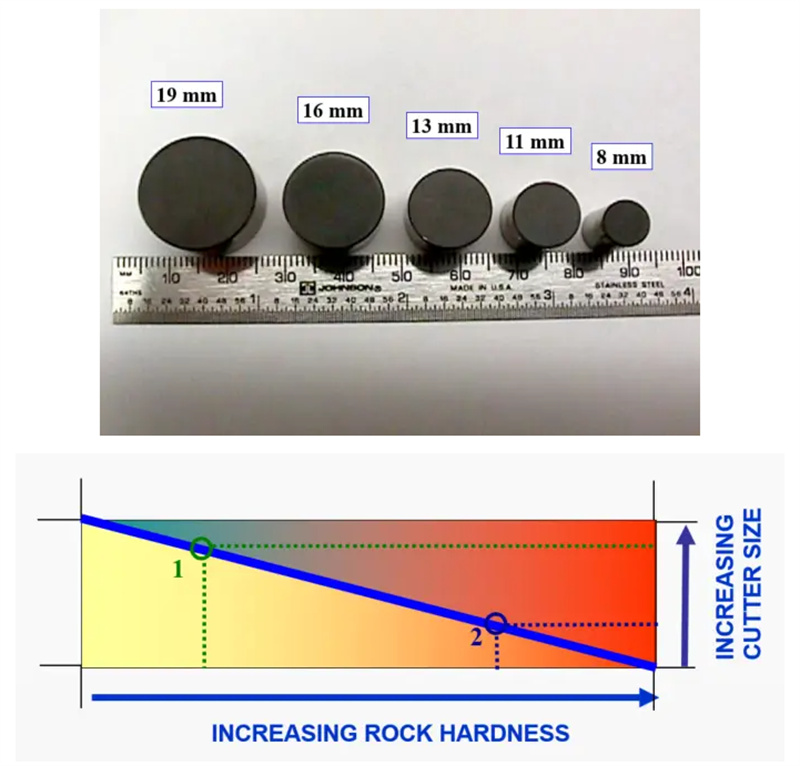
Wiertła PDC – rozmiar frezów
Do miękkich formacji zazwyczaj wybieramy większe frezy niż do twardszych. Standardowy zakres rozmiarów dla każdego wiertła wynosi zazwyczaj od 8 mm do 19 mm.
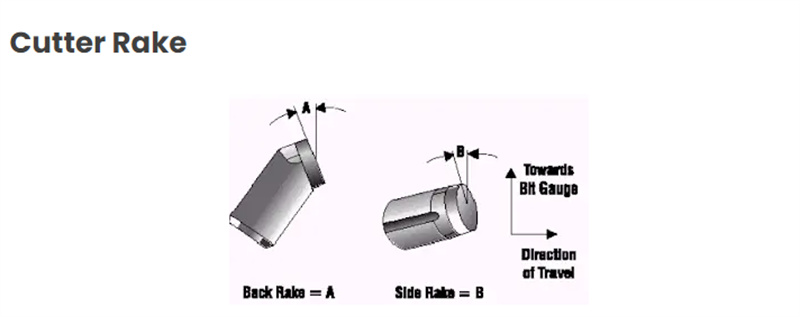
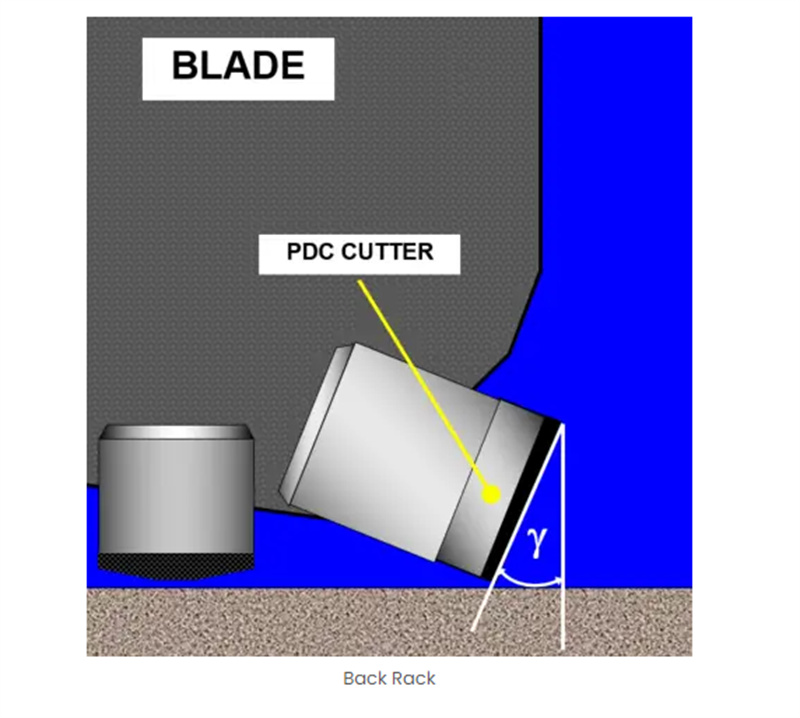
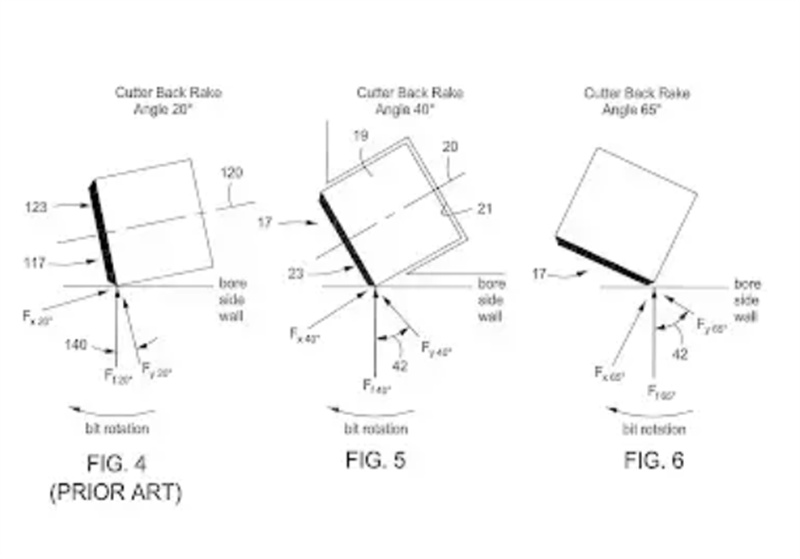
Orientację konstrukcji zębatki tnącej opisujemy zazwyczaj za pomocą kątów natarcia bocznego i tylnego.
●Kąt natarcia frezu to kąt, jaki tworzy powierzchnia frezu w stosunku do formacji i jest mierzony od pionu. Kąty natarcia frezu wahają się zazwyczaj od 15° do 45°. Nie są one stałe na całej długości wiertła ani między wiertłami. Wielkość kąta natarcia frezu dla wierteł PDC wpływa na szybkość penetracji (ROP) i odporność frezu na zużycie. Wraz ze wzrostem kąta natarcia ROP maleje, ale odporność na zużycie wzrasta, ponieważ przyłożone obciążenie jest teraz rozłożone na znacznie większym obszarze. Frezy PDC z małymi kątami natarcia frezu wykonują duże głębokości skrawania, a zatem są bardziej agresywne, generują wysoki moment obrotowy i są narażone na przyspieszone zużycie oraz większe ryzyko uszkodzeń uderzeniowych.
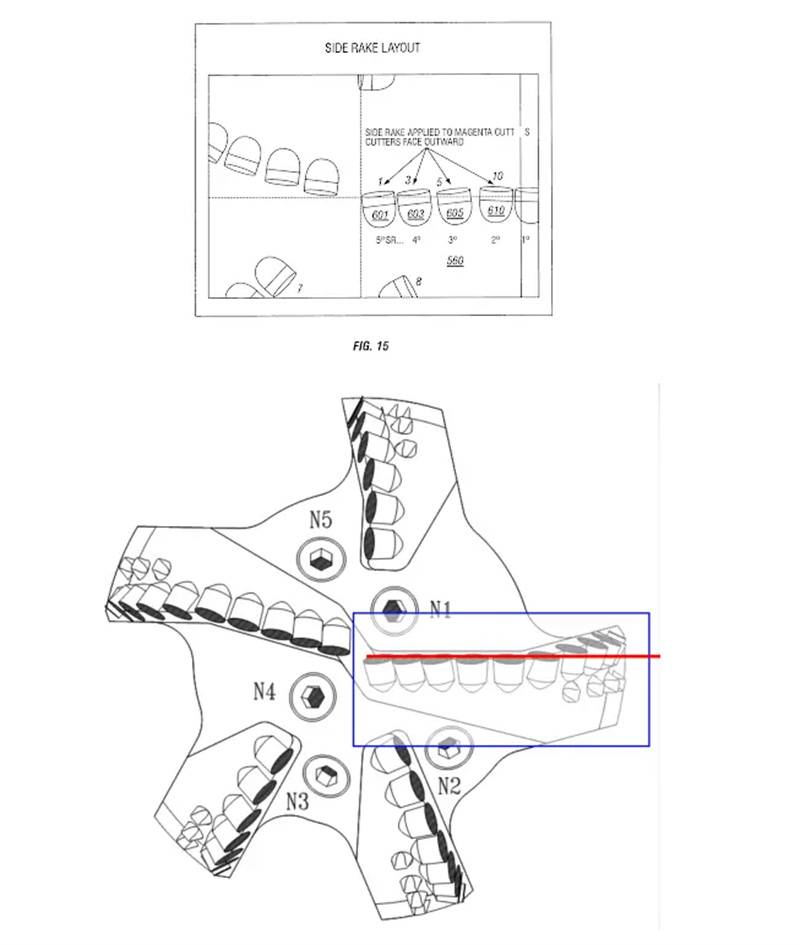
●Kąt natarcia bocznego frezu jest miarą równoważną orientacji frezu od lewej do prawej. Kąty natarcia bocznego są zazwyczaj niewielkie. Kąt natarcia bocznego wspomaga czyszczenie otworu poprzez mechaniczne kierowanie wiórów w stronę pierścienia.


Czas publikacji: 10 sierpnia 2023 r.